In today’s industrial adhesive application landscape, where “fast drying, high efficiency, and environmental friendliness” are becoming new trends, UV adhesives are widely used in electronics, medical, and optical fields due to their advantages of “second-level curing, solvent-free evaporation, and high bonding strength.” However, the “photocuring characteristics” of UV adhesives also place special demands on dispensing equipment—ordinary dispensing machines cannot meet the requirements of “precise volume control + rapid curing + avoiding shadows.” This article will comprehensively break down the core configuration points and selection logic of UV adhesive dispensing machines, combined with in-depth analysis of application scenarios across various industries, to help you find the optimal solution for “adhesive-equipment-process.”
1.Characteristics of UV Adhesives and Dispensing Challenges
(I) Core characteristics of UV adhesive
Rapid curing: Cures within 3-30 seconds under UV light irradiation.
Single-component system: No mixing required, simplifying the process.
Low viscosity: typically ranging from 50 to 3000 cps
Photosensitivity: Must be stored away from light; sensitive to specific wavelengths (365nm/395nm/405nm).
Low shrinkage: Curing shrinkage is typically <2%.
( II ) Difficulties in the dispensing process
1.Light protection requirement: The adhesive supply system must be completely protected from light to prevent the adhesive from curing prematurely in the pipeline.
2.Viscosity control: Low-viscosity adhesives tend to flow easily, requiring precise control of the dispensing amount and speed.
3.Simultaneous Curing: UV irradiation is required immediately after dispensing, which places high demands on equipment synergy.
4.Bubble Control: UV adhesive is sensitive to bubbles and requires a debubbling device.

Fig.1 Various UV Adhesives
Ι.Analysis of the Core Configuration of UV Glue Dispensing Machines
The core configuration of a UV adhesive dispensing machine is “adapting to needs.” There’s no need to blindly pursue high-end parameters. Instead, it’s essential to consider three core dimensions: adhesive characteristics, production capacity, and process precision. Only by matching the corresponding core components can the production goals of “precise adhesive control and stable, efficient operation” be achieved. The configuration of a UV adhesive dispensing machine consists of four core modules: an adhesive supply system, a motion platform, a UV curing system, and a control system . These components work together to ensure precise adhesive volume control, stable dispensing performance, and high production efficiency.
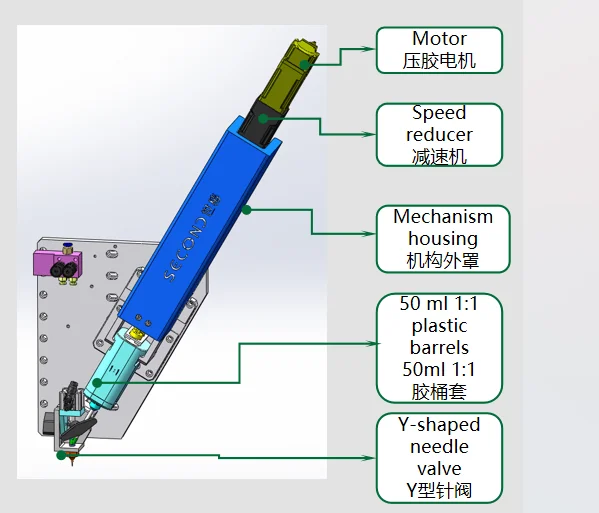
Adhesive supply system:
The adhesive supply system is the “heart” of the UV adhesive dispensing machine. Its core function is to stably deliver UV adhesive and prevent problems such as dripping, stringing, and overflow. The appropriate system should be selected based on the viscosity of the UV adhesive and the required dispensing volume.
● Dispensing valves: UV adhesives have a wide viscosity range (from water-based low viscosity to paste-based high viscosity). For low-viscosity UV adhesives (200–1500 mPa·s), piezoelectric jet valves are preferred, which can achieve nano-level dispensing control, clean dispensing, and no stringing, making them suitable for high-speed dispensing scenarios. For medium- and high-viscosity UV adhesives, screw valves are recommended, which use a rotary encoder to precisely control the dispensing volume with an accuracy of ±1%, avoiding valve blockage issues. For UV adhesives containing fillers, plunger-type metering valves should be used to prevent sedimentation and blockage.
● Glue cartridges and pressure tanks: For ordinary UV adhesives, use transparent UV-resistant glue cartridges for easy observation of the glue quantity; for corrosive UV adhesives, use corrosion-resistant glue cartridges (such as those made of special alloy materials); for mass production, it is recommended to equip a constant temperature pressure tank to avoid repeated exposure of the glue to air and the generation of air bubbles, while stabilizing the glue supply pressure, ensuring consistent glue quantity, and increasing glue utilization to over 90%.
● Auxiliary functions: Low-viscosity UV adhesives need to be equipped with a negative pressure back suction function to prevent dripping; in scenarios where adhesives are frequently changed, priority should be given to quick-change adhesive cartridge components to reduce adhesive change time and improve production efficiency.
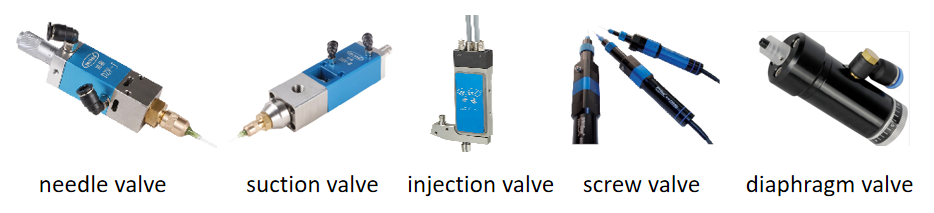
Fig.2 Various Valves for UV Adhesives
2.Motionplatform
The motion platform directly affects the accuracy of the dispensing trajectory and the workpiece adaptability. The key factors are positioning accuracy, number of axes, and structure. The selection should be based on the workpiece shape and size.
● Axis selection: For flat workpieces (such as PCB boards and mobile phone buttons), choose the 3-axis desktop type, which has a small footprint (0.5-1㎡), low cost, and is suitable for small batch production; for curved and irregularly shaped parts (such as automotive parts and medical catheters), choose the 4-6 axis robot type, which can realize multi-angle and 360° ring dispensing and adapt to complex trajectories; for large-size workpieces (such as battery packs and displays), choose the gantry type, which supports large-area precise dispensing.
● Positioning accuracy: For dispensing of ordinary electronic components, a repeatability of ±0.05mm is sufficient. For high-precision applications such as semiconductors, micro sensors, and optical lenses, high-end models with ±0.01-±0.03mm are required, which are equipped with a linear motor and grating ruler feedback architecture to maintain sub-micron level trajectory accuracy even at high speeds.
● Auxiliary configuration: For multi-variety production scenarios, prioritize models that support CAD import and parameter storage to shorten changeover and debugging time; for precision scenarios, a CCD vision positioning system can be used to automatically identify Mark points with an error of ≤0.01mm, avoiding manual positioning deviations and improving dispensing consistency.
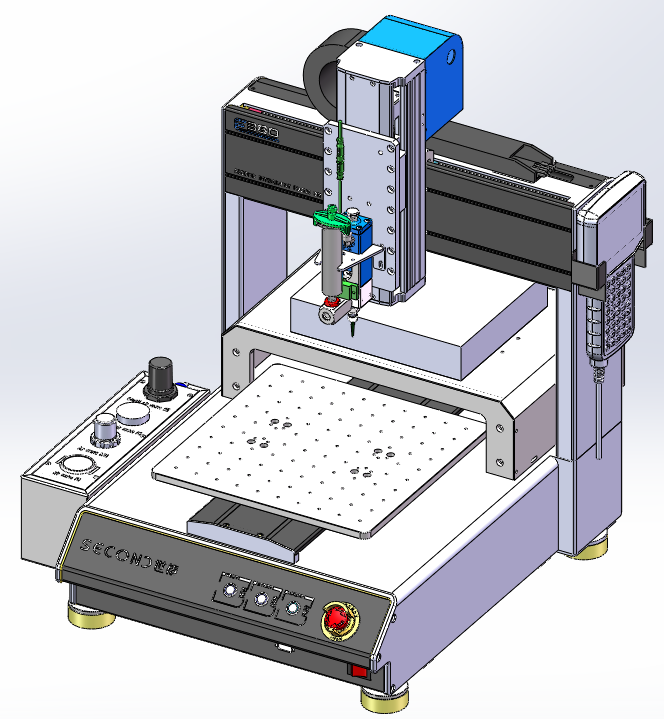
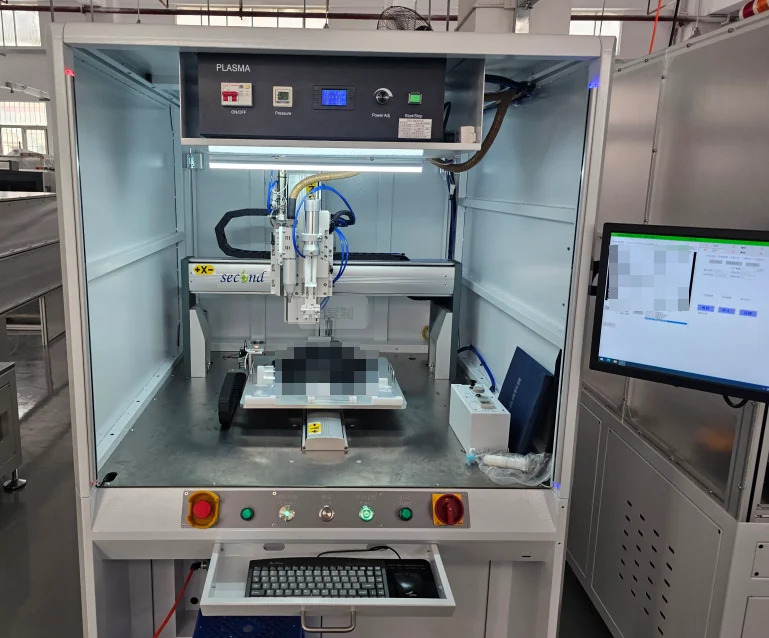
Fig.3 Desktop dispensing machine with UV curing oven (30cc syringe + needle valve)
3.UV curing system
The curing of UV adhesives depends on ultraviolet radiation. The performance of the curing system directly affects the curing efficiency and the quality of the adhesive layer. The key selection points are the type, wavelength, and power of the light source.
● Light source type: UV LED light source is preferred. Compared with traditional mercury lamps, it has the advantages of low heat generation, low energy consumption, long life (up to 20,000 hours or more), and stable wavelength. It also has no mercury pollution and meets the requirements of green manufacturing. For heat-sensitive components (such as camera modules and MEMS sensors), a water cooling system is required to control the lamp head temperature and avoid thermal damage.
● Wavelength and power: The mainstream UV adhesives are compatible with wavelengths of 365nm, 385nm, and 395nm. The wavelengths need to be matched according to the type of photoinitiator of the UV adhesive to avoid incomplete curing. The power needs to be adjusted according to the thickness of the adhesive layer. The thicker the adhesive layer, the higher the power requirement. It is recommended to choose a model with adjustable power and equip it with a light intensity sensor to compensate for light intensity fluctuations in real time and ensure consistent curing (light intensity fluctuation ≤2%).
● Integration method: Prioritize models that integrate the dispensing head and UV light source, which can achieve simultaneous “dispensing-curing” and shorten the production cycle; for special scenarios such as deep cavities and blind holes, flexible UV light guides are required to achieve 360° ring curing and solve the problem of shadow curing.

Fig. 4 UV lamp point light source Fig.5 UV curing module\
4.Control System: The Core of Ease of Operation and Automated Linkage
The control system determines the equipment’s operational difficulty, debugging efficiency, and automation integration capabilities; therefore, its selection must be based on production scale and operational expertise.
● User interface: For small and medium-sized factories, the teach pendantis preferred as it is easy to learn and operate, reducing training costs; for complex scenarios, an industrial computer can be used, which supports multi-tasking and fine-tuning of parameters.
● Automated linkage: For mass production scenarios, it is necessary to select models that support seamless integration with MES systems and automated loading and unloading equipment to achieve unmanned continuous operation; for multi-machine linkage requirements, models that support communication interfaces can be selected to improve overall capacity.
● Auxiliary functions: Models equipped with real-time glue width visual inspection, fault alarm, and parameter traceability functions can realize a closed loop of “dispensing-imaging-curing-re-inspection”, reduce defective products, facilitate production management and quality traceability, and meet the compliance requirements of industries such as medical and automotive electronics.
(II) Six Steps to Selecting a UV Adhesive Dispensing Machine: Precisely Matching Needs and Avoiding 90% of Detours
The core of equipment selection is “suitability,” not “the more expensive the better.” By combining actual production needs and following these 6 steps, you can quickly select high-performance, cost-effective equipment:
1.Define the process requirements: First, determine the characteristics of the UV adhesive (viscosity, whether it is corrosive, whether it contains fillers), dispensing accuracy (dot size, adhesive line width), workpiece shape and dispensing trajectory, as well as whether there are special process requirements (such as two-component adhesive mixing, vacuum environment dispensing). This is the basis for selection.
2.Matching production capacity requirements: For small batches, choose a 3-axis desktop type, which is low in cost and easy to operate; for medium batches, choose a 4-axis desktop type or a small gantry type, which can be equipped with dual worktables and multi-head dispensing to improve efficiency; for large batches, choose a large gantry type or a 6-axis robot type, which supports 24-hour continuous operation and can be equipped with automated loading and unloading to achieve unmanned production.
3.Cost budget calculation: Calculate the total cost based on a “3-year life cycle”, including procurement costs, operating costs (electricity, consumables, maintenance fees) and hidden costs (downtime due to failure, waste of defective products). Prioritize models that “meet the needs and have excellent after-sales service” to avoid blindly chasing high prices or choosing inferior models for the sake of cheapness.
4.Examine core performance: Focus on positioning accuracy, glue dispensing stability (100 continuous dispensings with glue quantity error ≤ ±2%), and equipment stability (Mean Time Between Failures (MTBF) > 1000 hours). Prioritize models with reliable brands for core components (servo motor, guide rail, dispensing valve).
5.Pay attention to after-sales service: Confirm whether the manufacturer provides free on-site installation, debugging, and operation training; whether there is a service point in the local area; repair response time (priority 24-hour on-site service); whether commonly used parts are supplied in a timely manner; and whether the warranty period is ≥1 year. Comprehensive after-sales service can reduce hidden costs.
6.On-site trial run verification: Bring your own workpiece and UV adhesive to the manufacturer’s site for trial run, run continuously for 1-2 hours, check the accuracy and consistency of adhesive dots and whether there is stringing or overflowing adhesive, test the efficiency of product change and debugging, let workers try to operate to confirm the difficulty of getting started, and at the same time evaluate the manufacturer’s technical strength.
Ⅱ.Analysis of UV Adhesive Dispensing Machine Applications Across Multiple Scenarios: Covering Multiple Industries and Unlocking New Possibilities for Precision Manufacturing
With its advantages of “precise glue control, rapid curing, no heat damage, and environmental protection and energy saving”, UV adhesive dispensing machines have been widely used in many fields such as electronics, optics, automotive, medical, and new energy. Different industries have different application scenarios and configuration requirements. The following is a detailed analysis of mainstream industry scenarios to help companies accurately match configurations.
(a) Electronics industry: core application scenarios, focusing on precision and efficiency
The electronics industry is a major application area for UV adhesive dispensing machines. The core requirements are “high precision, high speed, and high consistency,” adapting to the trend of miniaturization and thinner manufacturing. Main application scenarios include:
Smartphones/Consumer Electronics: Camera VCM motor mounting, periscope lens prism bonding, screen OCA full lamination edge sealing, PCB board packaging, IC chip bonding, mobile phone button dispensing, etc. When selecting configurations, it is necessary to consider achieving micron-level adhesive control to avoid obstructing photosensitive areas or causing short circuits.
Semiconductor packaging: Chiplet interconnect underfill, Fan-Out RDL line protection, wafer temporary bonding adhesive coating, sensor chip packaging , etc. When selecting configurations, it is essential to ensure the stable electrical performance of the semiconductor devices, support parameter traceability, and comply with industry regulations.
Electronic components: resistors, capacitors, connectors, and their mounting and sealing , etc. When selecting configurations, the focus is generally on high cost-effectiveness, suitability for small-batch, multi-variety production, and rapid changeover and debugging.
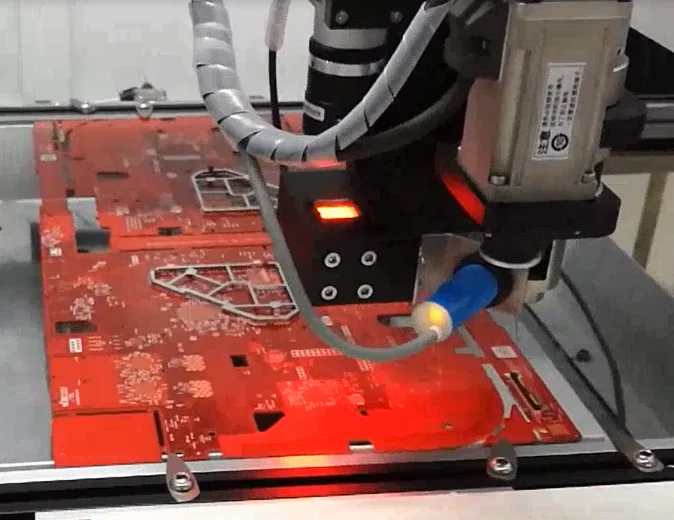
Fig. 6 Applying UV adhesive to the PCB board
(ii) Optics industry: focusing on non-destructive and high transparency, suitable for precision optical components
The optical industry has extremely high requirements for the quality and light transmittance of the adhesive layer. The core requirements are “no bubbles, no scratches, no heat damage, and high transparency.” The main application scenarios include:
Optical lenses: bonding and encapsulation of mobile phone lenses, VR/AR lenses, and camera lenses , etc. When selecting configurations, it is necessary to avoid contact contamination of the lens surface, control the amount of adhesive precisely, ensure no excess adhesive or air bubbles, and ensure that the adhesive layer cures evenly without affecting optical transmittance (transmittance ≥98%).
Optical lenses: bonding and repair of spectacle lenses and optical prisms . When selecting a lens, it is necessary to avoid heat damage to the lens, while ensuring that the adhesive layer is thin and uniform, does not yellow or peel off after curing, and meets the stringent requirements of the optical industry.
Optical communication devices: fiber coating, optical module packaging , etc. When selecting configurations, emphasis should be placed on micro-volume adhesive control and rapid curing to ensure stable transmission performance of the optical communication devices, while also providing parameter traceability capabilities for easy quality control.
(III) Automotive Industry: Emphasizing high reliability, environmental resistance, and adaptability to harsh operating conditions.
The automotive industry’s applications often require handling extreme temperatures and vibrations, with core requirements including “high bonding strength, resistance to high and low temperatures, aging resistance, and good sealing performance.” Major application scenarios include:
Automotive electronics: millimeter-wave radar antenna cover sealing, BMS battery management module potting, Mini LED headlight module bonding, and vehicle camera module mounting, etc. When selecting configurations, it is necessary to ensure that the adhesive layer remains stable under temperature cycling from -40℃ to 105℃, meets the required bonding strength, supports automated linkage, and adapts to the high-speed requirements of automotive production lines.
Automotive interior/exterior trim: window sealing, rearview mirror bonding, dashboard component mounting, etc. When selecting configurations, ensure that they are odorless and do not yellow after curing, meeting automotive industry environmental standards, while improving interior aesthetics and exterior sealing.
New energy vehicles: Battery pack sealing, charging pile component bonding , etc. When selecting configurations, it is necessary to ensure good sealing performance to prevent water and dust ingress and ensure the safe use of new energy vehicles.
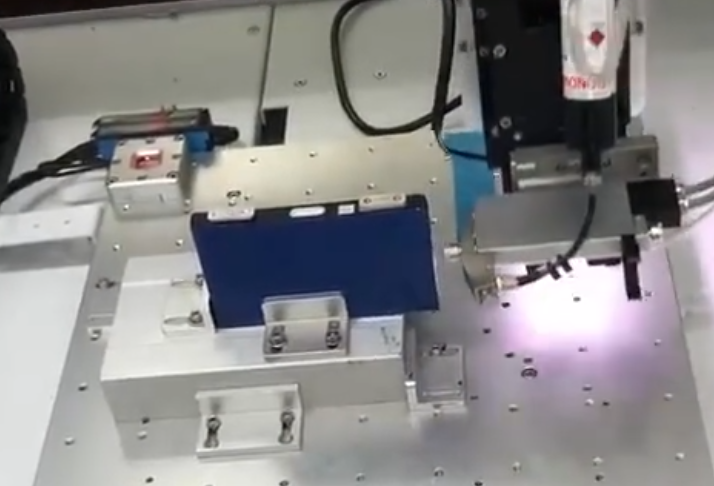
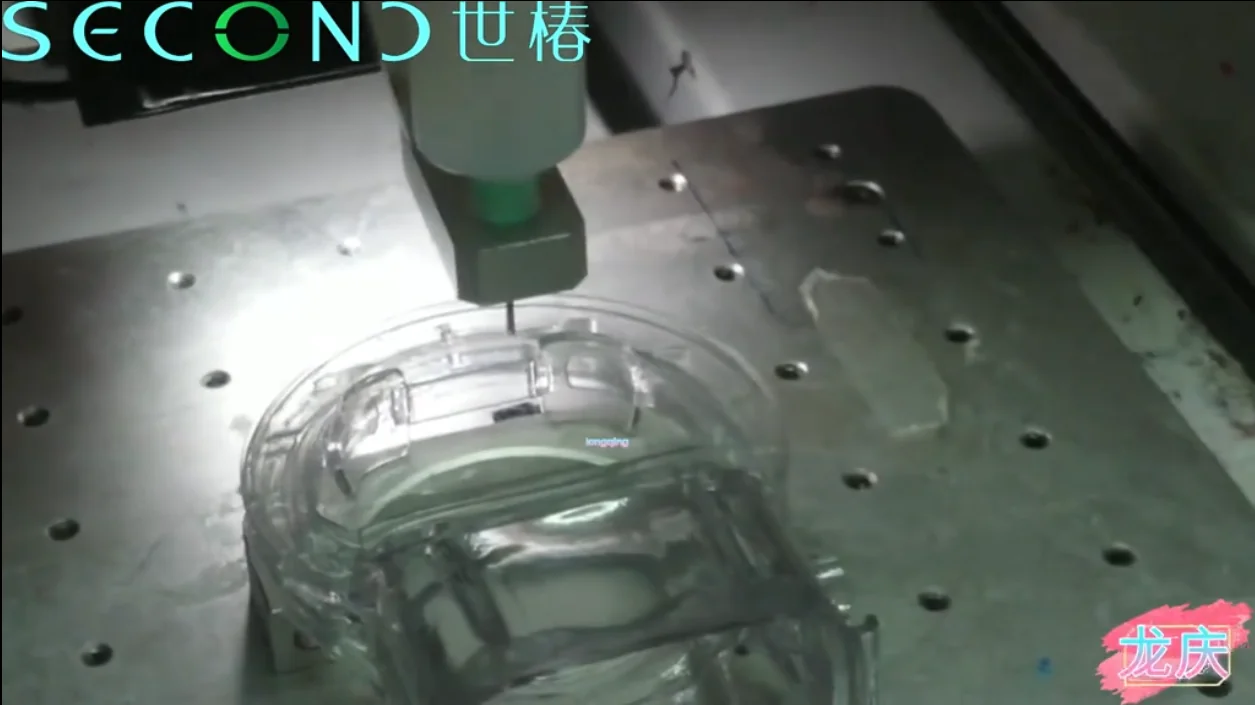
Fig.7 UV adhesive application on the side of the battery
(iv) Medical Industry: Focusing on sterility and compliance, suitable for precision medical devices
The medical industry has extremely high requirements for production environment, equipment precision, and compliance. The core requirements are “sterility, residue-free operation, parameter traceability, and biocompatibility.” Major application scenarios include:
Miniature medical devices: insulin pumps, endoscopes, catheter connector bonding, microfluidic chip packaging , etc. When selecting configurations, it is necessary to avoid glue residue and contamination, ensure no heat damage during curing , and possess complete parameter traceability capabilities to facilitate compliance audits in the medical industry.
Wearable medical devices: waterproofing and component bonding for smart bracelets and health monitoring devices . When selecting configurations, ensure that the device meets waterproofing standards (IP67 and above), and supports small-batch, multi-variety production to meet the diverse needs of wearable devices.
Medical consumables: syringe components, infusion tubing connectors , etc. When selecting configurations, it is necessary to consider whether they are convenient for operation in a sterile workshop. The UV curing system should support rapid curing to improve production efficiency, while ensuring bonding strength to prevent detachment during use and ensure medical safety.
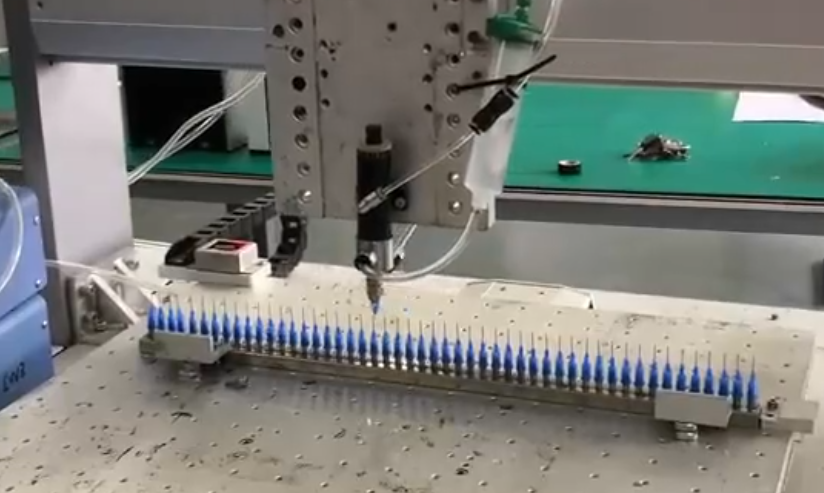
Fig. 8 Applying UV adhesive to the needle head
(v) Other industries: diversified applications to meet personalized needs
New energy industry: photovoltaic module sealing, lithium battery tab fixing , etc. Generally, it needs to support large-area, high-speed dispensing to ensure sealing performance and adhesion strength, adapting to the large-scale production needs of the new energy industry.
Crafts/Consumer Goods: Bonding of glass furniture, crystal crafts, and decorative items . Generally, after curing, the adhesive layer should be transparent, non-yellowing, and should not affect the aesthetics of the crafts. Manual adjustments are also supported to adapt to personalized production needs.
Wire processing: data cable terminal encapsulation, fiber optic coating , etc. When selecting configurations, it is necessary to consider achieving precise adhesive control to avoid adhesive overflow and contamination of the wires. The UV curing system should support rapid curing to improve production efficiency and ensure the insulation performance and service life of the wires.
III . Summary: The core of selecting and applying a UV adhesive dispensing machine is “fit.”
There is no “optimal” configuration for UV adhesive dispensing machines, only the “most suitable”. When selecting a model, the misconception that “the higher the parameters, the better” should be abandoned. The adhesive supply system, motion platform, UV curing system and control system should be accurately matched according to the characteristics of the UV adhesive, production capacity, process precision and industry scenario in order to achieve the production goals of “reducing costs, increasing efficiency and improving quality”.
As the precision manufacturing industry continues to upgrade, the application scenarios of UV adhesive dispensing machines will continue to expand, and equipment configurations will iterate towards “intelligentization, automation, and high precision.” Only by keeping up with industry trends, choosing equipment suppliers with strong technical capabilities and comprehensive after-sales service, and optimizing configurations based on one’s own production needs can one gain an advantage in the fierce market competition and unlock the infinite possibilities of precision manufacturing.