What are the applications of fully automatic adhesive potting machines in automotive windshields, and what are the process requirements?
Application of Fully Automatic Glue Potting Machines in Automotive Windshields and Their Stringent Process Requirements. This is a critical process demanding extremely high standards for safety, sealing integrity, and automation levels.
Part 1: Application of Fully Automatic Glue Potting Machines
The core application of fully automated vacuum potting system in automotive windshields is the “direct bonding process.” This involves adhering the windshield directly to the vehicle body sheet metal using high-strength polyurethane adhesive, replacing the traditional rubber seal frame installation method.
Specific application steps include:
1.Structural Bonding Applications
Core Function: Modern automotive windshields serve as load-bearing structural components, participating in the entire vehicle body’s load-bearing capacity. They significantly enhance torsional rigidity and occupant protection during collisions (such as rollover accidents). The high-strength polyurethane adhesive applied by the potting machine is critical for achieving this structural bonding.
 2.Air and Water Tightness Sealing Applications
2.Air and Water Tightness Sealing Applications
Core Function: Forms a continuous, uniform, and gap-free sealing barrier between the glass and body, completely preventing rainwater, dust, noise, and other elements from entering the cabin. This enhances vehicle comfort, quietness, and corrosion resistance.
3.Automated Assembly Application
Core Function: Integrated into an automated production line, a robot grasps the glass, precisely moves it to the gluing station for automatic gluing, and then precisely mounts the glass onto the vehicle body. This achieves highly efficient, high-speed production that matches the production line’s cycle time.
Application Process Overview:
1.Glass Preparation: Cleaning, drying, and spraying primer (to enhance adhesion).
2.Body Preparation: Cleaning the window panels and applying primer.
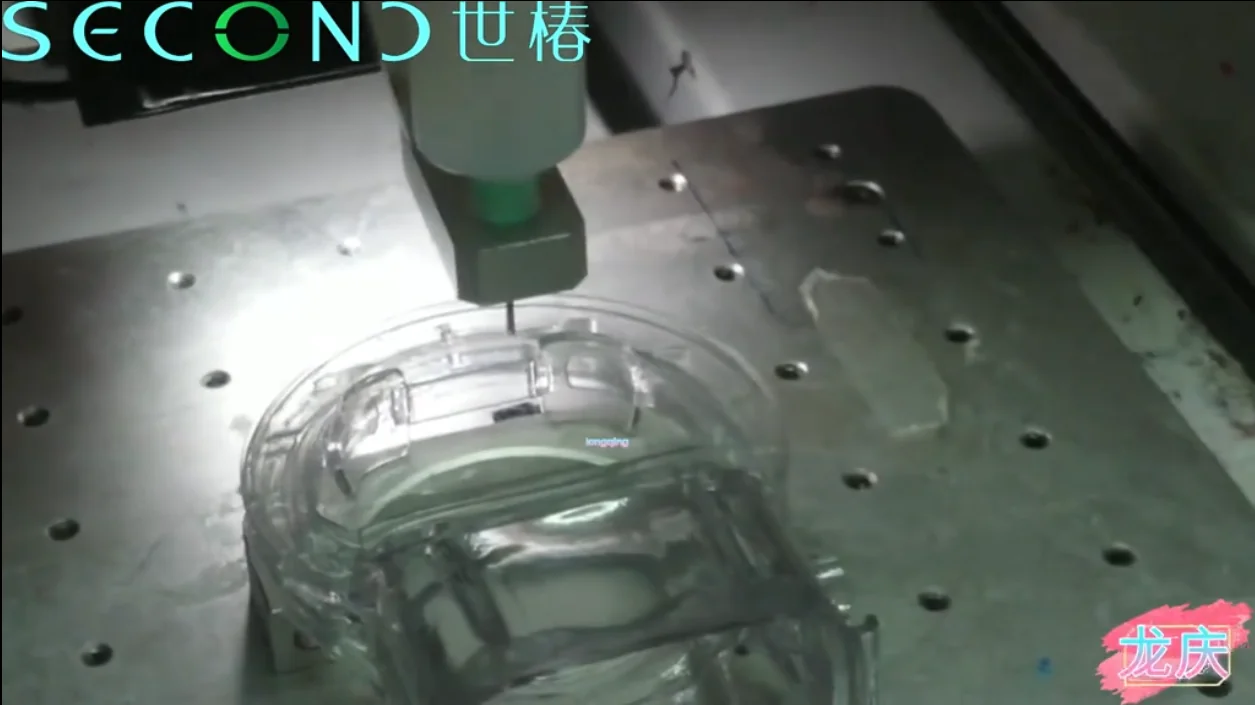
3.Automated Gluing: The robot applies sealant to the glass edges along a predetermined trajectory.
4.Automated Installation: The robot presses the glass onto the vehicle body.
Curing: The adhesive cures in air or in a drying oven to achieve final strength.

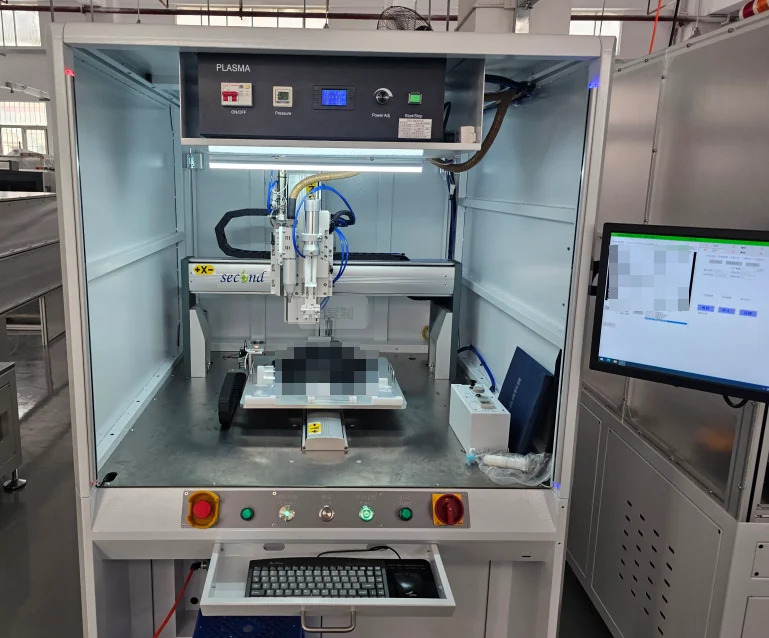
Fully Automatic 3-Axis Potting Machine SEC-S3030B & SEC-S3030C
The work of the glue potting machine mainly depends on air pressure control. Through the air pressure device, the glue is pressed out by pressure, and the size of the glue is controlled by the pump body. At the same time, the robotic arm is responsible for controlling the moving position of the glue discharge to achieve fully automated operation. This automated operation not only solves the problem of low labor efficiency, but also greatly improves the quality of production.
Part 2: Core Process Requirements
This process is extremely demanding; any deviation could impact driving safety and vehicle quality. These requirements primarily focus on the adhesive itself, the coating process, and environmental control.
1.Requirements for Adhesive Quality and Handling
Precise Mixing Ratio: For two-component polyurethane adhesives (components A/B), the mixing ratio must be extremely precise (typically 1:1 or other specified ratios), with an error within ±1%. Improper mixing will result in incomplete curing and a significant decrease in strength.
Full Mixing: Components A and B must be thoroughly and evenly mixed within the static mixer to ensure a thorough curing reaction. Strict requirements apply to the length and internal blade design of the mixer, which must be replaced regularly.
Stable Viscosity: The adhesive viscosity must remain stable within the process range. Excessively high viscosity can result in difficult dispensing and poorly formed adhesive; excessively low viscosity can cause the adhesive bead to collapse and flow. This requires a constant temperature system.
Bubble-free: The adhesive material delivery and supply system (such as pumps and piping) must ensure that no air is introduced into the adhesive. Air bubbles can form cavities, leading to seal failure and decreased bond strength.
Pot life management: After mixing, two-component adhesives begin to cure within a certain period of time (the pot life). Application must be completed within this period, otherwise the adhesive will lose its effectiveness. This places high demands on production cycle time and equipment cleanliness.
2.Coating Process Requirements
Glue Pattern Consistency:
Continuous Glue: The glue strip must be absolutely continuous; any discontinuity can lead to leaks and failure.
Shape and Dimension Stability: The cross-sectional shape (usually triangular or circular), height, and width of the glue strip must meet design requirements and remain consistent throughout the entire process. This directly determines the bonding area and sealing effectiveness.
Typical Dimensions: Height is typically 10-15mm, and width is 12-18mm, varying depending on vehicle design.
Path Accuracy and Consistency:
Robot Path Accuracy: The glue application robot must have extremely high repeatability (typically ±0.1mm) and strictly follow the trajectory programmed based on the CAD model.
Path Compensation: The system must have vision positioning capabilities to automatically identify the actual position and type of glass and perform real-time compensation for the glue application path to prevent glue strip misalignment due to fixture deviation.
Speed stability: The robot’s movement speed must be stable, especially around corners. Predictive speed control algorithms are required to prevent corner buildup or thinning of the glue on straight sections due to acceleration and deceleration.
Precise glue output control:
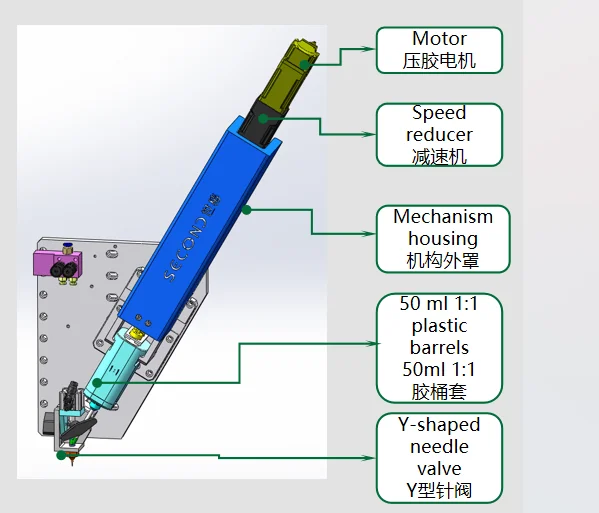
Servo pump precision metering: A servo motor-driven gear pump or screw pump is used to achieve volumetric glue output, ensuring a constant glue output per unit time.
Coordinated control with the robot: The glue output must be synchronized with the robot’s movement speed in real time. Specifically, glue output rate = cross-sectional area of the rubber strip × robot movement speed. This is the most critical technology for achieving a uniform and consistent glue pattern.
3.Environmental and process control requirements
Constant temperature:
Material temperature: The entire glue supply system, from the material drum, hose, and pump, must maintain a constant process temperature (e.g., 40°C ± 1°C) to ensure stable glue viscosity.
Ambient temperature: The workshop ambient temperature must also be controlled within a certain range (e.g., 23°C ± 5°C).
Humidity Control: The curing process of polyurethane adhesive is sensitive to moisture in the air. Excessively high or low humidity can affect the curing process, so workshop humidity must also be controlled.
Cleanliness:
Glass and sheet metal surfaces: Before applying adhesive, the bonding surface must be absolutely clean, dry, and free of grease and dust. This typically requires washing, plasma cleaning, or flame treatment, and immediate application of a primer.
Equipment: Components such as the mixing tube and nozzle should be cleaned or replaced regularly to prevent clogging of the cured adhesive, which can affect adhesive application quality.
4.Requirements for Quality Traceability and Monitoring
Process Parameter Monitoring and Recording: The system must monitor and record all key parameters for gluing each piece of glass in real time, including gluing time, temperature, pressure, pump speed, robot speed, and glue volume.
100% Quality Traceability: This data must be uploaded to the Manufacturing Execution System (MES) and linked to the vehicle’s VIN. If any issues arise later in the process, accurate process data from production can be traced back for problem analysis.
In-Line Inspection: High-end production lines incorporate laser scanners to inspect the height, width, and continuity of the glue strip in real time after application, enabling 100% in-line inspection and automatic rejection of substandard products.
Summary: The use of fully automatic glue potting machines for automotive windshields goes beyond simple gluing; it is a core process critical to vehicle safety, quality, and automated production.
Second Intelligent has played an important role in theresearch, development, manufacturing, pre-sales and after-sales services of fluid dispensing robot, potting and coating solutions which range from various types of automatic fluid dispensing, potting, two-component potting machines and coating machines with desktop, free-standing, inline or cobot combined systems, and widely used in global electrical, electronics, home appliances, automobile, telecom, pharmaceutical, automotive electronics, semiconductor, aerospace, LED and more.