Keywords: SPM Motor, Magnet Bonding, Rotor Magnet, Structural Adhesive, Precision Dispensing, Adhesive Volume, Bond Line Thickness, Permanent Magnet Motor
Introduction
Permanent magnet motors have become one of the most important power sources in modern industry. Their high efficiency, compact dimensions, excellent power density, and precise dynamic response have made them the preferred choice for applications ranging from electric vehicles and industrial automation to robotics, aerospace, medical equipment, compressors, pumps, and renewable energy systems.
Among various permanent magnet motor designs, Surface Permanent Magnet (SPM) motors remain widely adopted because of their simple rotor construction, high torque density, and relatively straightforward manufacturing process. In an SPM motor, permanent magnets are directly bonded onto the outer surface of the rotor core, allowing maximum utilization of magnetic flux while simplifying rotor assembly.
However, this seemingly simple structure also introduces one of the most demanding manufacturing challenges throughout the entire motor production process.
Unlike Interior Permanent Magnet (IPM) motors, where magnets are partially constrained inside rotor laminations, SPM rotor magnets rely primarily on structural adhesive bonding to resist centrifugal force, thermal cycling, vibration, and long-term mechanical fatigue.
Consequently, the reliability of an SPM motor is determined not only by electromagnetic design or adhesive performance, but also by the quality and consistency of the magnet bonding process.
For many years, engineering discussions focused mainly on selecting stronger structural adhesives. Modern manufacturing experience, however, has demonstrated that adhesive performance alone cannot guarantee bonding reliability. The dispensing process—including adhesive volume, dispensing location, bond-line thickness, dispensing pattern, and process repeatability—plays an equally critical role.
In other words,
Adhesive determines the material capability, while precision dispensing determines the manufacturing capability.
This article discusses the engineering requirements for adhesive application and dispensing volume during SPM motor magnet bonding, providing practical guidance for improving rotor reliability and manufacturing consistency.
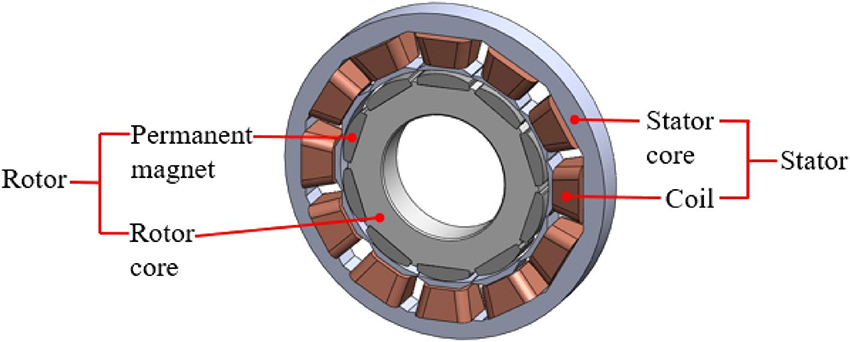
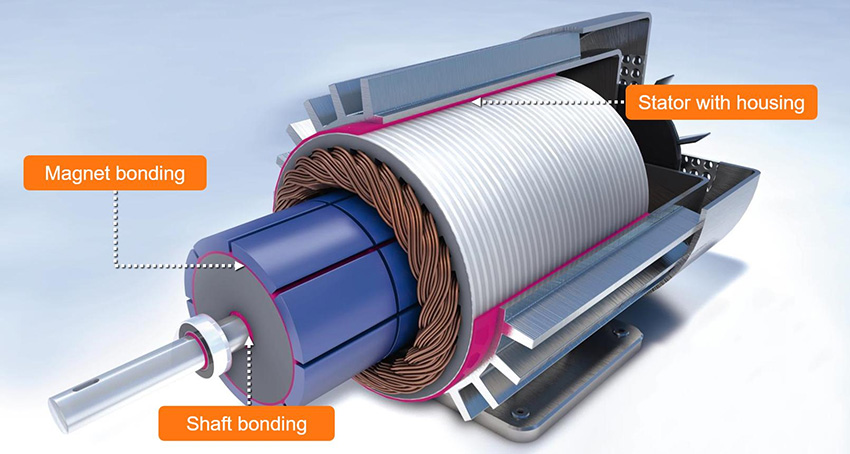
Figure 1. Typical structure of an SPM rotor. Permanent magnets are bonded directly onto the rotor surface and rely primarily on structural adhesive for long-term retention.
Why Adhesive Bonding Is Critical in SPM Motors
Unlike conventional mechanical fasteners, structural adhesive serves as an engineered interface between the permanent magnet and the rotor core.
Rather than simply “holding” the magnet in place, the adhesive layer performs several critical engineering functions throughout the motor’s operational lifetime.
Magnet Retention
The primary objective is to prevent permanent magnets from moving under centrifugal force.
As motor speeds continue increasing from approximately 8,000 rpm in traditional industrial motors to more than 20,000 rpm in modern high-speed applications, centrifugal loading increases dramatically. Any reduction in bonding strength may eventually lead to magnet displacement, rotor imbalance, or catastrophic mechanical failure.
Load Transfer
The adhesive layer distributes mechanical loads across the entire bonding surface.
Without proper adhesive coverage, localized stress concentrations may develop around small contact regions, significantly reducing fatigue life.
A uniform adhesive layer therefore improves structural integrity by transferring loads more evenly between the rotor core and permanent magnet.
Thermal Stress Compensation
Permanent magnets and electrical steel laminations possess different coefficients of thermal expansion.
During repeated heating and cooling cycles, dimensional changes continuously occur.
Instead of allowing these differential expansions to generate concentrated stresses, an appropriately designed adhesive layer absorbs part of the deformation and reduces interfacial stress.
Vibration Damping
Permanent magnet motors continuously experience electromagnetic excitation.
Although the displacement generated during each operating cycle is extremely small, millions of loading cycles may eventually initiate adhesive fatigue.
Proper adhesive application minimizes microscopic movement between the magnet and rotor core, improving vibration resistance while reducing NVH (Noise, Vibration and Harshness).
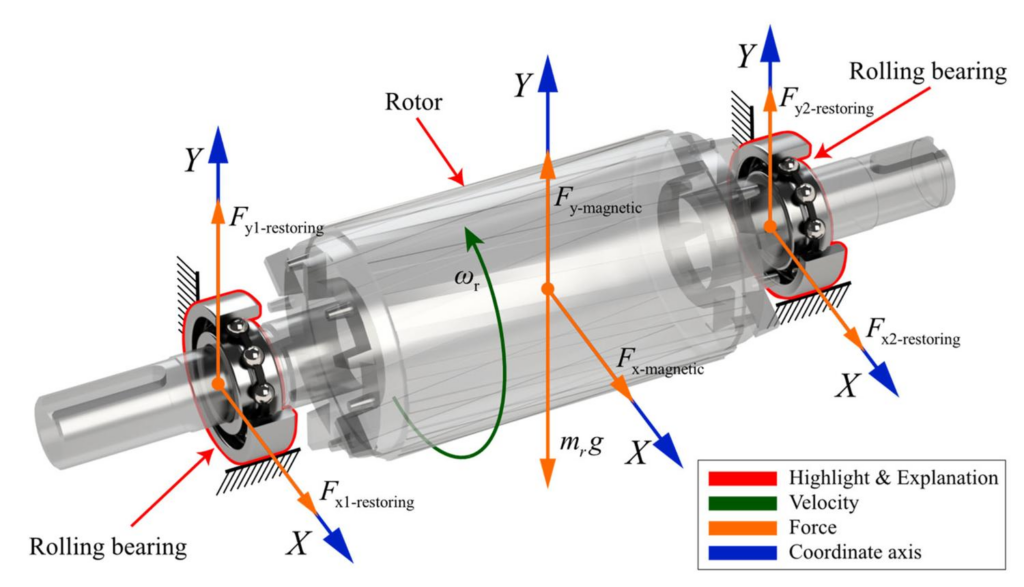
Figure 2. Multiple mechanical and thermal loads acting on bonded rotor magnets during high-speed operation.
How Much Adhesive Is Really Required?
One of the most frequently asked questions in permanent magnet motor manufacturing appears surprisingly simple:
How much adhesive should be dispensed for each rotor magnet?
The answer is neither a fixed volume nor a standard percentage.
Instead, adhesive quantity should always be determined according to engineering design principles rather than operator experience.
The required adhesive volume depends on several factors, including:
● Magnet dimensions
● Rotor diameter
● Operating speed
● Bond-line thickness
● Adhesive viscosity
● Assembly clearance
● Dispensing pattern
● Manufacturing tolerance
Instead of estimating adhesive quantity empirically, most manufacturers calculate the theoretical adhesive volume using bond-line geometry.
Basic Engineering Formula
Theoretical adhesive volume can be estimated as:
Adhesive Volume = Bonding Area × Bond-Line Thickness
For example:
Magnet dimensions:
● Length: 40 mm
● Width: 8 mm
Bonding area:
40 × 8 = 320 mm²
Assuming a target bond-line thickness of 0.10 mm, the theoretical adhesive volume becomes:
320 × 0.10 = 32 mm³
or approximately
0.032 mL
Although this quantity appears extremely small, even minor deviations may significantly influence rotor balance and bonding quality.
For example:
Rotor Configuration Approximate Adhesive Volume
8 Magnets | 0.26 mL |
10 Magnets | 0.32 mL |
12 Magnets | 0.38 mL |
In other words, the total adhesive required for an entire traction motor rotor is often less than half a milliliter.
This surprisingly small quantity explains why magnet bonding has become one of the most demanding precision dispensing applications in modern manufacturing.
Dispensing Volume: Precision Is More Important Than Quantity
A common misconception is that applying more adhesive will improve bonding strength.
Engineering practice demonstrates the opposite.
Excessive adhesive increases curing shrinkage, creates overflow during assembly, contaminates surrounding rotor surfaces, and may even influence rotor dynamic balancing.
Conversely, insufficient adhesive reduces the effective bonding area, increases local stress concentration, and accelerates fatigue failure.
The engineering objective is therefore not to maximize adhesive quantity, but to achieve the correct volume, at the correct position, with consistent repeatability.
For this reason, modern motor manufacturers increasingly evaluate dispensing systems according to process capability rather than maximum dispensing accuracy.
Stable adhesive output over thousands of production cycles is generally considered more valuable than achieving extremely high precision during only a few laboratory tests.
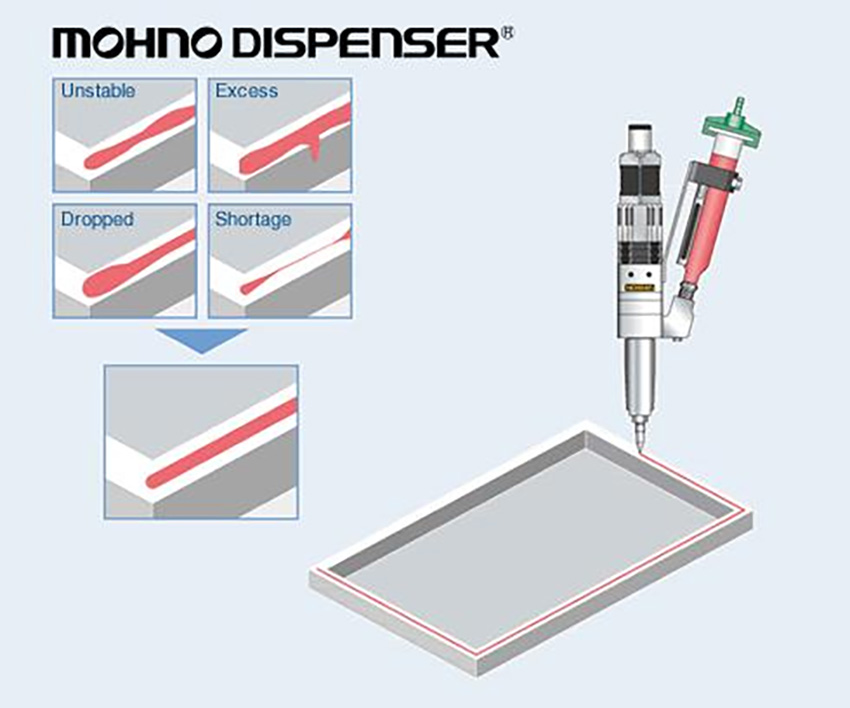
Figure 3. Comparison of under-dispensing, optimal dispensing, and over-dispensing during rotor magnet bonding.
Bond-Line Thickness: Why More Adhesive Does Not Mean Better Bonding
One of the most common misconceptions in magnet bonding is that increasing adhesive quantity will automatically improve joint strength. In reality, the performance of a bonded joint is governed not by the amount of adhesive applied, but by the quality of the bond line formed between the permanent magnet and the rotor core.
The bond line serves as the primary interface for transferring mechanical loads while accommodating thermal expansion differences between bonded materials. Its thickness directly affects stress distribution, fatigue resistance, heat transfer, and long-term durability.
For most SPM motor applications, the recommended bond-line thickness generally falls within 0.08 mm to 0.15 mm, although the optimum value depends on magnet size, adhesive properties, machining tolerances, and operating conditions.
A bond line that is too thin may fail to compensate for manufacturing tolerances, resulting in incomplete wetting, insufficient adhesive coverage, and localized stress concentration.
Conversely, a bond line that is too thick behaves like an elastic layer. Excessive adhesive deformation under centrifugal loading may increase shear stress, curing shrinkage, and thermal resistance, ultimately reducing structural reliability.
Therefore, modern motor manufacturers rarely pursue the thinnest or thickest adhesive layer. Instead, the engineering objective is to maintain a uniform and repeatable bond-line thickness across every rotor magnet.
Consistent bond-line geometry often contributes more to long-term reliability than simply selecting a higher-strength adhesive.
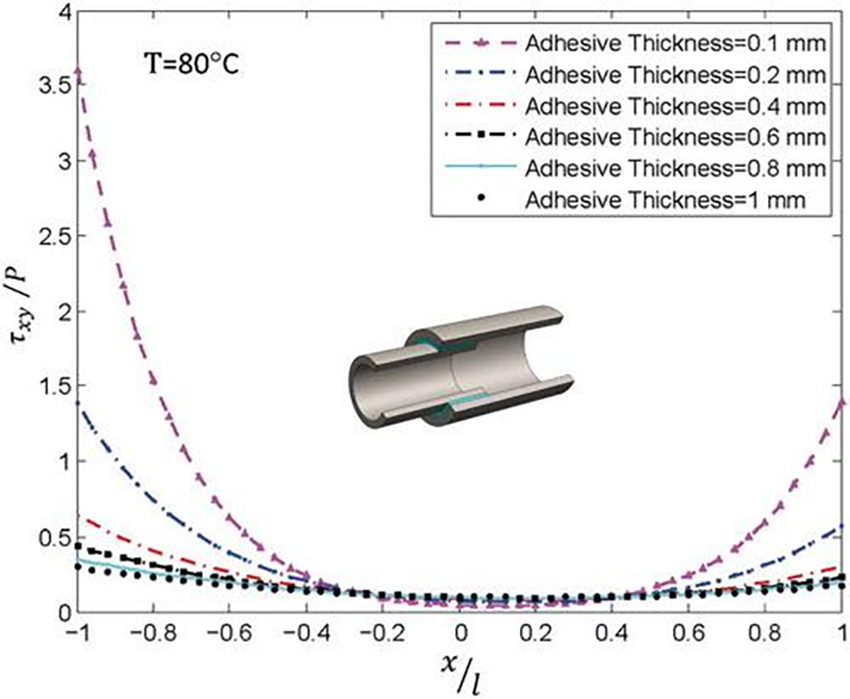
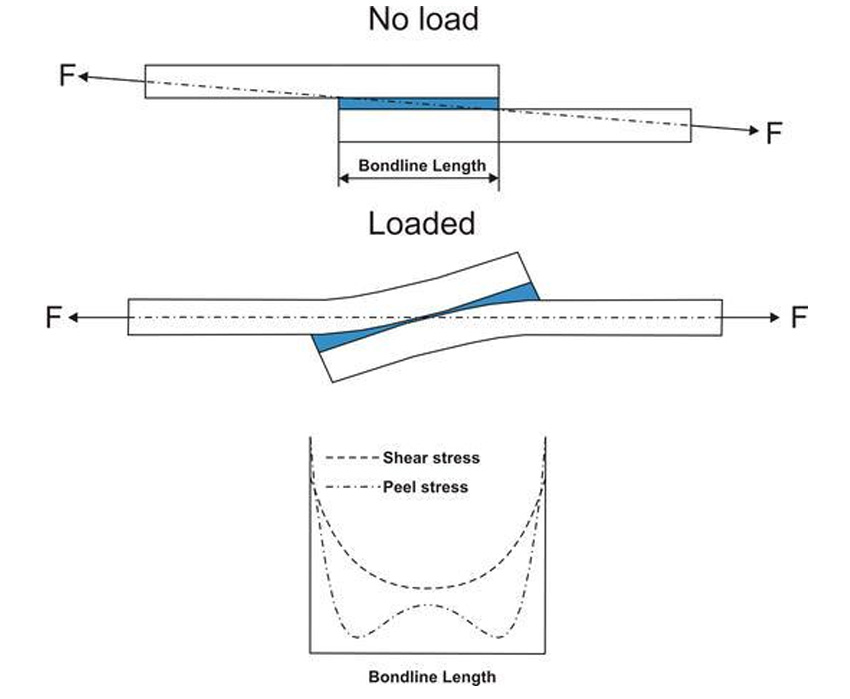
Figure 4. Comparison of insufficient, recommended, and excessive bond-line thickness. Uniform bond-line geometry provides better stress distribution and improved fatigue resistance.
Dispensing Pattern Design: Uniform Distribution Is the Priority
After determining adhesive volume and bond-line thickness, the next engineering challenge is selecting an appropriate dispensing pattern.
The objective of adhesive dispensing is not merely to deposit material onto the rotor surface, but to ensure complete wetting after magnet placement while minimizing trapped air and unnecessary adhesive consumption.
Several dispensing strategies are commonly used in SPM motor manufacturing.
Single-Bead Dispensing
A single continuous bead positioned along the centerline of the magnet is typically used for relatively narrow magnets.
This method offers high production efficiency and satisfactory adhesive distribution when compression during assembly is sufficient.
Dual-Bead Dispensing
For wider magnets, two parallel adhesive beads provide improved material distribution and reduce the likelihood of dry regions near the magnet edges.
This approach has become increasingly common in medium- and high-power motors.
Wave Pattern Dispensing
Long rotor magnets often benefit from a wave-shaped dispensing path.
The wave geometry encourages adhesive flow toward both edges during compression while reducing trapped air pockets beneath the magnet.
Compared with a straight bead, wave dispensing frequently produces a more uniform bond line without significantly increasing adhesive consumption.
Regardless of the selected pattern, the engineering objective remains unchanged:
Uniform adhesive distribution is more important than depositing additional adhesive.
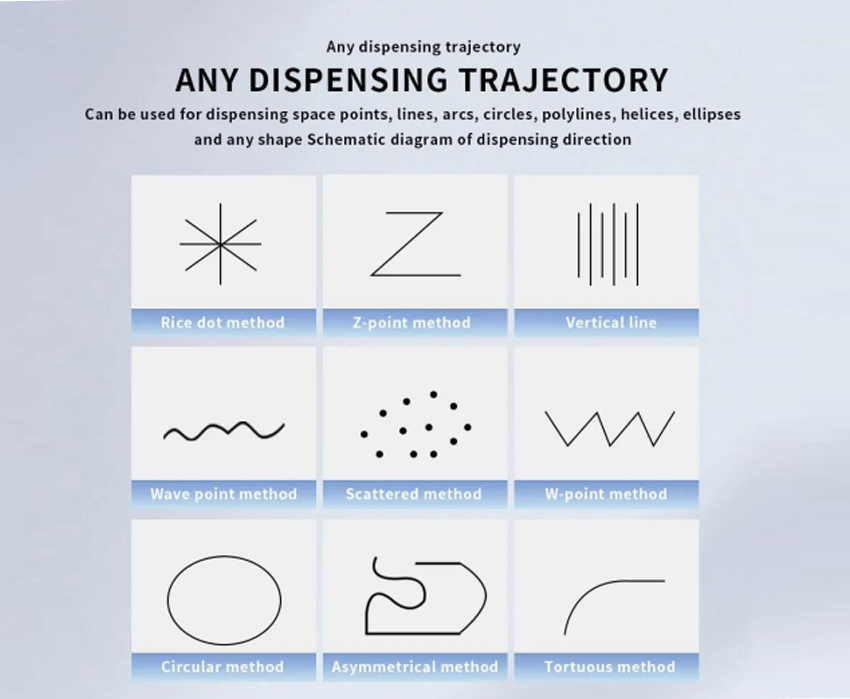
Figure 5. Typical adhesive dispensing patterns used in SPM rotor manufacturing.
Common Bonding Defects and Root Cause Analysis
Most magnet bonding failures originate from process variation rather than adhesive chemistry.
Even high-performance structural adhesives cannot compensate for poor dispensing control or inconsistent manufacturing conditions.
The following defects are frequently observed during rotor production.
Manufacturing Defect | Root Cause | Possible Consequence |
Insufficient adhesive | Low dispensing volume | Reduced bonding strength |
Manufacturing Defect | Root Cause | Possible Consequence |
Adhesive overflow | Excessive dispensing | Rotor imbalance, contamination |
Uneven bond line | Assembly tolerance variation | Local stress concentration |
Air entrapment | Poor dispensing pattern | Fatigue crack initiation |
Dispensing misalignment | Positioning error | Reduced effective bonding area |
Inconsistent adhesive ratio | Metering deviation | Incomplete curing |
Many of these defects cannot be identified through visual inspection after assembly. However, they gradually develop into fatigue damage after millions of operating cycles.
For this reason, quality assurance in modern motor manufacturing increasingly focuses on process control rather than end-of-line inspection.
Process capability, repeatability, and traceability are becoming equally important as adhesive performance itself.

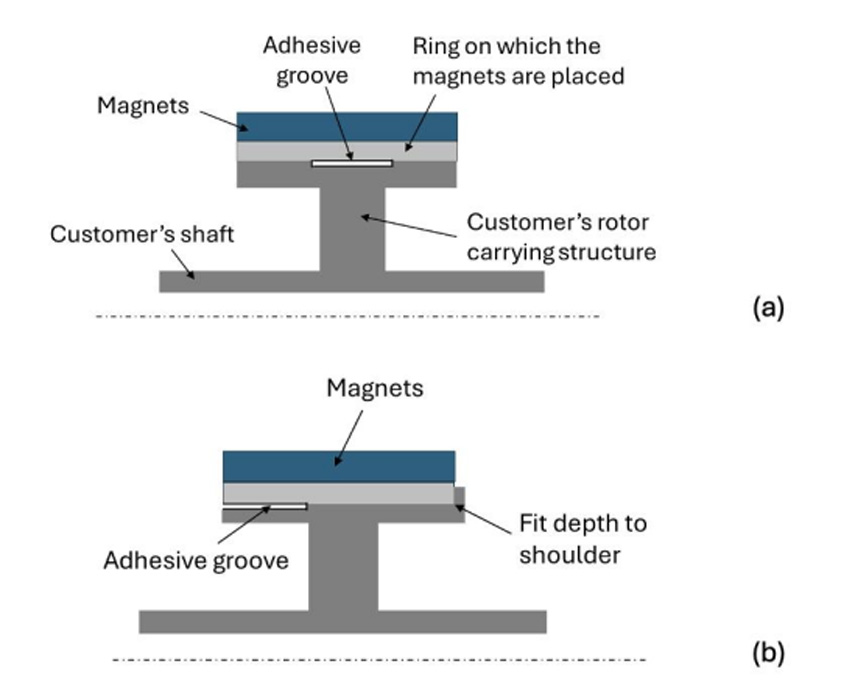
Figure 6. Typical bonding defects observed in permanent magnet motor manufacturing.
Future Trends in Magnet Bonding Technology
As permanent magnet motors continue evolving toward higher rotational speeds, greater power density, and increased manufacturing automation, the requirements for magnet bonding are becoming increasingly demanding.
Several technological trends are expected to influence future manufacturing processes.
Higher dispensing precision will continue reducing adhesive variation between production cycles.
Vision-guided dispensing systems will improve positioning accuracy while automatically compensating for dimensional deviations.
Real-time process monitoring will enable continuous supervision of adhesive volume, dispensing pressure, and metering stability.
Digital manufacturing will allow every dispensing parameter to be recorded and traced through Manufacturing Execution Systems (MES), supporting predictive quality control and process optimization.
At the material level, structural adhesives are expected to provide improved thermal conductivity, enhanced fatigue resistance, and better compatibility with increasingly demanding motor operating conditions.
Rather than functioning as an isolated assembly operation, magnet bonding is rapidly becoming an integrated engineering process within intelligent manufacturing systems.
Conclusion
Although structural adhesive plays a fundamental role in SPM motor manufacturing, long-term rotor reliability depends on considerably more than adhesive selection alone.
Successful magnet bonding requires the combined optimization of adhesive volume, bond-line thickness, dispensing pattern, manufacturing consistency, and process control.
Excessive adhesive does not necessarily increase bonding strength, while insufficient adhesive may significantly reduce structural reliability. The engineering objective is therefore to deliver the correct amount of adhesive, precisely positioned, with stable repeatability throughout mass production.
As permanent magnet motors continue advancing toward higher rotational speeds and greater power density, precision dispensing has evolved from a simple production operation into a critical manufacturing technology.
Manufacturers seeking higher product consistency and improved motor reliability should therefore evaluate magnet bonding as a complete engineering process rather than focusing solely on adhesive materials.
Ultimately, adhesive determines the material capability, while precision dispensing determines the manufacturing capability.
Frequently Asked Questions (FAQ)
1. What is the recommended bond-line thickness for SPM motor magnet bonding?
For most applications, a bond-line thickness between 0.08 mm and 0.15 mm is commonly recommended, depending on magnet dimensions, adhesive properties, and manufacturing tolerances.
2. Does applying more adhesive improve bonding strength?
Not necessarily. Excessive adhesive may increase curing shrinkage, create overflow, and negatively affect rotor balance. Uniform adhesive distribution is generally more important than adhesive quantity.
3. How is adhesive volume determined?
Adhesive volume is typically calculated according to bonding area and target bond-line thickness rather than estimated visually.
4. Why is dispensing consistency more important than dispensing accuracy?
A dispensing system capable of maintaining stable adhesive output throughout thousands of production cycles usually contributes more to manufacturing quality than extremely high precision achieved only under laboratory conditions.
5. Which dispensing pattern is most suitable for SPM motors?
The optimum dispensing pattern depends on magnet geometry and adhesive characteristics. Single-bead, dual-bead, and wave-pattern dispensing are all widely adopted in modern motor manufacturing.