In the wave of modern electronic devices moving towards “higher pixels and smaller size,” the assembly process of camera modules faces extreme challenges. As the “eyes” of the module, the lens’s fixing precision directly determines image quality.
Among various fixing methods, adhesive dispensing machine has become the mainstream choice due to its suitability for irregular shapes, low stress, and ability to provide sealing protection. However, achieving highly reliable and contamination-free bonding through needle dispensing within a microscope-level operating space is a challenge facing every process engineer.
This article will delve into the key technical aspects of needle dispensing in camera module lens bonding.
Ι.Pain Points in a Microscopic Environment: Why Does Lens Dispensing Fail Easily?
In the assembly of camera modules (especially mobile phone cameras), lenses need to be precisely fixed within the lens barrel. This operating space is often only a few millimeters wide and requires extremely high cleanliness. Traditional dispensing processes often face the following three fatal flaws:
Overfilling and internal surface contamination
The dispensing trajectory at the lens edge is extremely narrow. Even slight deviations in adhesive dosage control or inaccurate needle positioning can easily cause adhesive to overflow into the effective light-transmitting aperture of the lens or flow onto the image sensor (CMOS). This directly leads to black spots, flares, or even complete image failure.
Adhesive Dosage and Consistency Control is Difficult: Camera module structures are becoming increasingly multi-layered and high-density. Due to variations in adhesive viscosity or air pressure fluctuations, the applied adhesive lines may be uneven in thickness. This not only affects sealing performance (waterproofing and dustproofing) but also causes uneven stress on the lens during curing and shrinkage, resulting in optical axis shift (tilt), causing one side of the image to be clear while the other is blurry.
The Challenges of Working in the Dark: UV adhesive (ultraviolet-curing adhesive) is the preferred choice for camera bonding. However, during the dispensing process, if exposed to ultraviolet components in natural light or ambient light, the adhesive may “pre-cur” before reaching its destination, causing needle blockage or adhesive stringing.

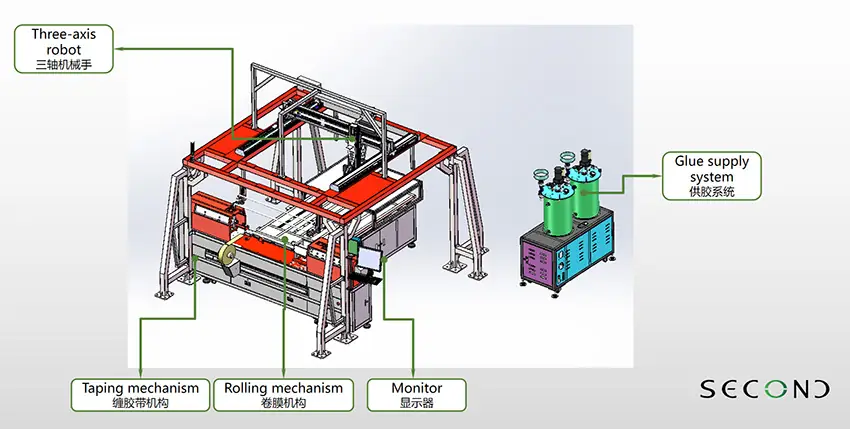
Automatic In-line PCB Glue Dispensing Machine SEC-DH400L
Second Intelligent In-line Glue Dispensing Machine SEC-DH400L adopts an integrated mineral casting design, with ultra-high precision and super stability, powerful expansion capabilities, and can realize ion cleaning, dispensing, detection, UV exposure and other functions;
Adopting a gantry structure, it can bear large loads, stable structure, and a powerful CCD visual positioning system, which can meet the requirements of Mark point positioning, edge positioning, and 3D scanning positioning; strong scalability, and can expand AOI detection 3D detection, UV exposure curing and other functions;
Strong platform compatibility, contact and non-contact dispensing, single-head and multi-head synchronous dispensing, automatic compensation and adjustment of double-head spacing, five-axis dispensing function based on needle A/R displacement, etc.
Ⅱ. Precision Control Technology of Needles and Fluids
To achieve highly reliable dispensing, it is essential to address the aforementioned pain points through hardware and control logic improvements. The current mainstream directions in the industry are as follows:
1.Needle Selection: More Than Just “Thin”
Ordinary needles often struggle to reach the confined spaces around lenses. Selecting high-precision, specially designed needles is crucial:
Ultra-precision Nozzles: For micron-level adhesive linewidths, ultra-thin nozzles with integrated machining are required. These needles have smooth inner walls, and their tapered design ensures smooth adhesive flow and prevents adhesive residue at the needle tip. This design minimizes the risk of adhesive overflow while maintaining coating accuracy in minute areas.
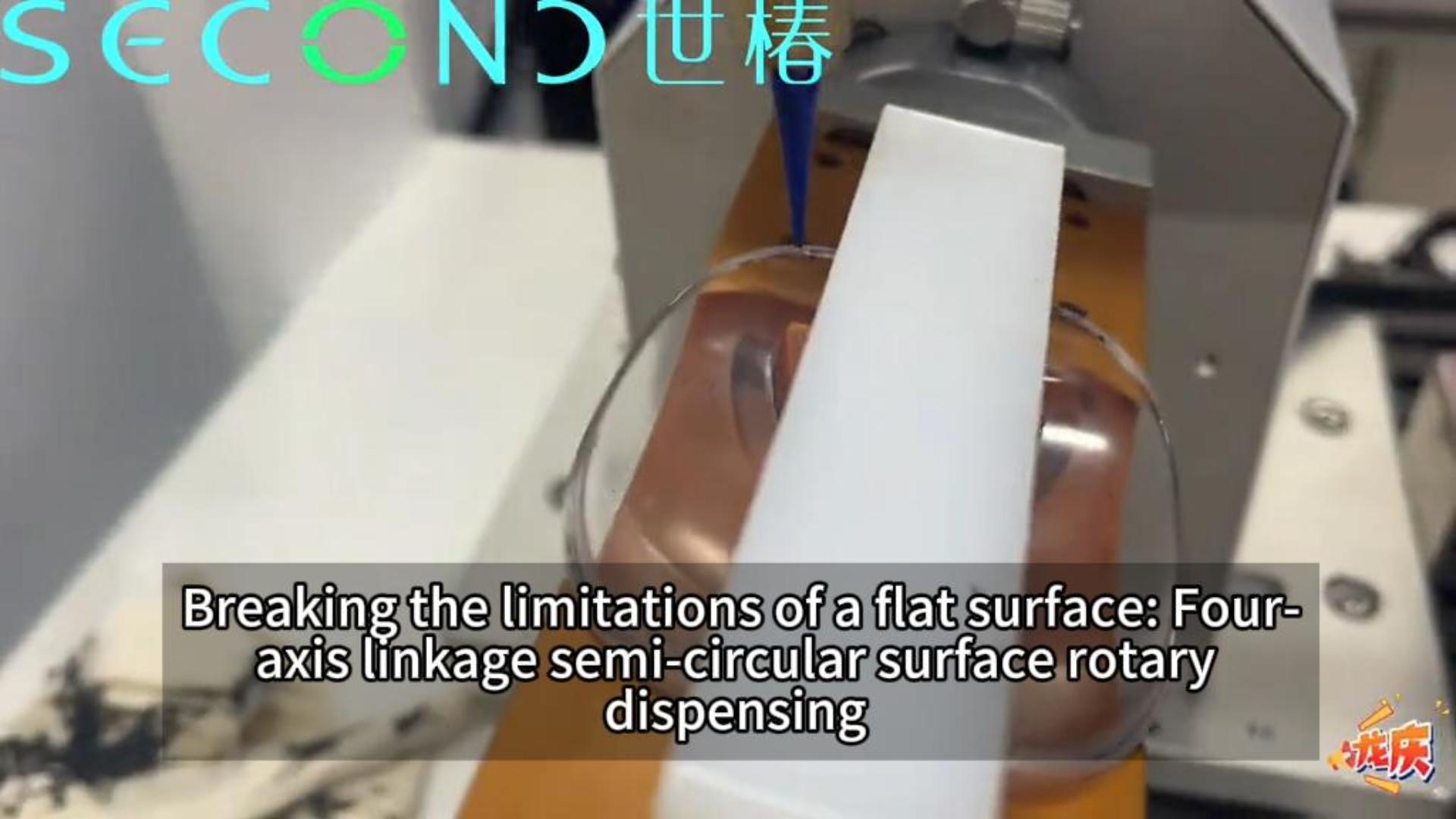
Irregularly Shaped Needles (Curved Needles): For modules with deep cavity structures (ie, lenses submerged deep within the lens barrel), straight needles cannot reach the dispensing positions on the inner wall sides. Using curved needles at 45° or specific angles allows for precise spraying or application of adhesive to designated positions between the 2nd and 3rd threads on the inner wall through “side dispensing,” solving the spatial interference problem.

2.Precise Adhesive Volume Control: Overcoming the “Time-Pressure” Trap
Lens dispensing can never be merely approximate. Most mainstream dispensing systems use a time-pressure approach, but this is susceptible to fluctuations in adhesive temperature, tube balance, and air pressure.
To achieve high reliability, a closed-loop control algorithm is needed. For example, by establishing a polynomial model of adhesive balance, temperature, and dispensing volume, an intelligent algorithm can predict the dispensing volume in real time and translate fluctuations into fine-tuning of dispensing time, thereby achieving dispensing accuracy control of approximately 98%. Any slight fluctuation in air pressure (such as the factory’s air supply being diverted to other equipment) can cause insufficient adhesive volume, resulting in insufficient lens adhesion.
3.Vision and Height Compensation: Giving the Needle “Eyes”
Because lenses are optical components with reflective surfaces and fine textures, relying solely on mechanical positioning is prone to errors.
CCD Vision Guidance: High-precision dispensing machines must be equipped with a CCD vision positioning system to identify the center coordinates and rotation angle of the lens barrel, compensating for incoming material position errors in real time.
Laser Height Detection (LDS): Cumulative tolerances exist in module assembly. If the probe is too close to the lens, it will scratch the adhesive; if it is too far, the adhesive will string. The laser sensor can scan the height of the product surface before dispensing and automatically correct the probe path to ensure that the gap between the probe and the lens dispensing surface remains absolutely consistent.

smt automatic glue dispenser automation SEC-DH600L
III. Environmental Adaptability Design of Adhesives and Structures
Besides the application of the adhesive, the design of the adhesive itself and the product structure are also crucial for high reliability.
● Optical Matching and Selection of UV Adhesives
Choosing adhesives cannot be based solely on adhesive strength. For camera modules, the following should be considered:
Refractive Index Matching: The refractive index of the UV adhesive dispensing equipment should be as close as possible to the lens material (such as PC or glass), typically between 1.48 and 1.55, to reduce reflection loss and glare.
Low Shrinkage and Low Stress: The shrinkage rate of the adhesive during curing must be extremely low. Significant shrinkage stress can stretch the lens, causing irreversible degradation in resolution.
Shadow Curing Strategy: Since the lens structure may have shadow areas not exposed to UV light, using a UV + heat dual-curing adhesive can significantly improve bonding reliability in complex structures.
Ⅳ.Practical Experience in On-Site Process Debugging
Based on front-line production experience, debugging engineers need to pay attention to the following “hidden killers”:
Stability of Adhesive Supply Lines: Many dispensing defects originate from airflow fluctuations. It is recommended to use a precision pressure regulating valve at the air inlet of the dispensing valve and to minimize the length of the air hose. On-site, the glue supply pressure usually needs to be readjusted after changing the glue, as changes in packaging can affect the back pressure inside the tube.
Needle cleaning cycle: UV glue is prone to curing at the needle tip after exposure to air moisture or stray light. Regular “automatic glue cleaning” or “dry running” programs need to be set to ensure consistent starting conditions for each dispensing.
Ambient light management: The dispensing station must use warm yellow lights (filtering out the ultraviolet band) to prevent accidental curing of UV glue inside the needle or during the dispensing process.
Summary:
Achieving highly reliable dispensing and bonding of camera module lenses is a system engineering project. It’s not just about buying an expensive dispensing machine; it requires a three-pronged approach: ” precision needle (hardware) ” + ” intelligent algorithm (control) ” + ” structural optimization (design) “.
From selecting a vision-based dispensing system with laser height measurement, to choosing low-stress UV adhesives based on optical properties, and then to using structural design to guide the adhesive flow, every step is interconnected. In the trend of miniaturization, only by meticulously controlling every detail of needle dispensing can we ensure that the camera module maintains perfect imaging quality even under harsh environments such as drop tests and high/low temperature shocks.
Second Intelligent has played an important role in theresearch, development, manufacturing, pre-sales and after-sales services of fluid dispensing robot , potting and coating solutions which range from various types of automatic fluid dispensing, potting, two-component potting machines and coating machines with desktop, free-standing, inline or cobot combined systems, and widely used in global electrical, electronics, home appliances, automobile, telecom, pharmaceutical, automotive electronics, semiconductor, aerospace, LED and more.